Calcul du PDAP
Algorithme de Calcul du PDAP
Introduction.
Le calcul du Programme Directeur d’Approvisionnement et de Production a pour objectif de calculer les quantités à approvisionner et fabriquer pour chaque période industrielle.
L'horizon de calcul est donc découpé en périodes industrielles ; il est représenté de la façon suivante :
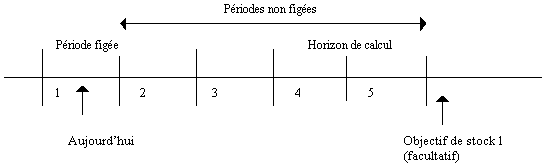
L’un des principes du Calcul du PDAP est de lisser les quantités à fabriquer sur les périodes non figées.
La période en cours est obligatoirement figée. Une ou plusieurs autres périodes suivant celle-ci peuvent également être figées. Le calcul débute à la première période non figée. Le stock initial au début de cette période est calculé en fonction des entrées et des sorties réalisées pendant les périodes figées.
Le Calcul du Programme Directeur d’Approvisionnement et de Production se déroule en trois phases distinctes :
Phase 1 :
Initialisation des variables nécessaires au calcul.
Phase 2 :
Calcul de la Quantité idéale de fabrication et en fonction de celle-ci de la quantité à fabriquer pour chaque période. Ce calcul prend en compte le Stock minimum, les entrées et sorties prévisionnelles, les quantités minimum multiple et seuil de lancement.
Phase 3 :
Calcul des taux de couverture pour chaque période :
Taux de couverture de début de période et taux de couverture de fin de période.
Phase 1 - Initialisation des Variables du Calcul
Données principales.
Préalablement au calcul, un certain nombre de données sont initialisées.
Calcul des Sorties Journalières Prévisionnelles : SorPrev(n) :
Le planning journalier des sorties prévisionnelles comprend deux types de données :
+ les sorties fermes (définies sur la section ou le stock de gestion du calcul) qui sont définies jour par jour.
+ les sorties prévues issues du calcul des tendances qui sont définies par mois ; elles sont ramenées à la journée avec la formule (Sortie du mois * poids du jour / poids du mois).
Calcul des Entrées Prévisionnelles : EntPrev(n)
Le planning journalier des entrées prévues est issu de la section ou du stock de gestion du calcul.
Calcul des Stocks de sécurité pour les périodes de l'horizon : "StkSecPer(n)"
Il existe deux méthodes de calcul du stock de sécurité (défini sur la fiche article) :
- 1 : le stock de sécurité est saisi dans la fiche article
- 3 : le stock de sécurité est calculé par période selon la formule suivante :

Pour la méthode 3, les sorties prévues journalières sont issues du calcul des tendances et la marge d’erreur est un paramètre interne au calcul.
Calcul des stocks objectifs par période : "StkObjPér(n)"
Les stocks objectifs sont définis pour l'article, la classe PDAP, la sous-famille et/ou famille statistique. La détermination des stocks objectifs est fonction de la méthode de calcul choisie. Pour chaque période à calculer, Diapason identifie la période industrielle rattachée sur laquelle le stock objectif est défini et détermine sur cette dernière période la valeur du stock objectif.
Trois types de calcul de stocks objectifs (effectués sur les tendances ventes ou expéditions suivant paramétrage article) sont disponibles :
F : sur le futur : la quantité de base considérée est la quantité de sortie prévue issue du calcul des tendances et correspondant au mois et à l’année de la période ; la quantité est ramenée à la journée en fonction du poids de la journée dans le mois (Quantité * poids du jour / poids du mois).
M : sur la moyenne : la quantité de base considérée est la quantité MOYENNE (première tendance) de sortie prévue issue du calcul des tendances et correspondant au mois et à l’année de la période ; la quantité est ramenée à la journée en fonction du poids de la journée dans le mois (Quantité * poids du jour / poids du mois).
P : sur l'année passée : la quantité de base considérée est la quantité de sortie prévue issue du calcul des tendances et correspondant au mois et à l’ANNEE PASSEE de la période ; la quantité est ramenée à la journée en fonction du poids de la journée dans le mois (Quantité * poids du jour / poids du mois).
Il existe deux méthodes de détermination du stock objectif :
1 : le stock objectif est saisi et exprimé en nombre de mois de ventes ou d'expéditions. Il correspond au taux de couverture visé à la date à laquelle il est défini. La quantité de stock correspondant à ce stock objectif est calculée en fonction des sorties journalières préalablement calculées (sorties prévisionnelles, moyennes ou passées).
2 : le stock objectif est calculé et égal au stock de sécurité de la période contenant la date pour laquelle il est défini et multiplié par (1 + 2 * Ecart Type). L'écart type utilisé correspondant à l'article prend en compte la moyenne d'expédition. Il existe deux méthodes pour le déterminer (saisie dans la gestion des écarts types ou bien calculé dans le calcul des prévisions, le choix s'opère en gestion des articles).
Plusieurs stocks objectifs peuvent être définis sur l'horizon de calcul. Chaque période prend en compte le stock objectif dont la date est immédiatement supérieure à sa date de fin.
Exemple de calcul :
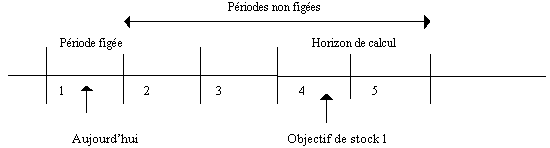
Chaque période est "calée" sur un stock période objectif.
Ainsi, dans cet exemple, les périodes 2 et 3 sont "calées" sur le stock objectif 1 défini dans la période 4 et les périodes 4 et 5 n'ont pas d'objectif.
Le stock objectif de la période 4 sera ainsi égal au stock de sécurité de la période 5 et le stock objectif de la période 5 sera égal au stock de sécurité de la période 5 (car l'horizon n'est pas paramétré plus loin).
Trace du traitement sur cette phase initialisation.
Les principaux éléments dans une trace du calcul sont les suivantes :
Date Limite (Dernier jour du mois horizon passé tendances)
Nombre mois passés (Situation horizon dernier calcul tendances)
Nombre mois futurs (Situation horizon dernier calcul tendances)
Périodes Traitées (Liste des périodes de la classe de périodicité)
Période Date Deb. Date Fin Poids Fab.
------- --------- --------- ----------
200802 07/01/2008 15/01/2008 4
200803 16/01/2008 22/01/2008 5
Période : référence période de la classe de périodicité traitée.
Date Deb. : date début période
Date Fin : date fin période
Poids Fab : poids jours ouvrés sur la période
Description Article traite :
Type de Calcul : (Données origine sorties prévues : V(Ventes), E(Expé))
Article : (référence article traité)
Classe PDAP : (référence classe pdap correspondant à l’article)
Périodicité : (référence classe périodicité liée à l’article)
Type Ecart Type : (soit 0 (prév.), soit 1(saisi) : défini sur article)
Type Stock Secu : (1 (saisi article), 3(calculé)(défini sur article)
Arrondi : (% pour le calcul des arrondis ; défini sur article)
Qte Min/Mul PDAP: (minimum/multiple pour arrondis ; défini sur article)
Nb. Périodes : (nombre de périodes de calcul du PDAP)
CALCUL DES STOCKS OBJECTIFS
Date Objectif : 01/09/2008 --> Valeur Objectif : 1,5 mois
(Date objectif : date à laquelle un objectif de stock est fixé)
(Valeur objectif : valeur objectif défini pour la date)
Date de fin Objectif : (date de fin de l’objectif de stock)
Qté Sortie Future : (sorties entre date début et fin objectif)
Qté Sortie Moyenne: (sorties entre date début et fin objectif)
Qté Sortie Passée : (sorties entre date début et fin objectif)
(Remarque : le type de sortie utilisée (Future, Moyenne, Passée)est défini sur l’objectif)
(Récapitulatif des informations d’objectifs pour chaque période du calcul)
Période Date Per Stock Objectif Stock Sécurité
------- -------- -------------- --------------
01 07/01/2008 380 50
(Période : indice de période pour le calcul)
(Date Per : date début période)
(Stock Objectif : valeur du stock objectif considéré pour la période)
(Stock Sécurité : stock de sécurité considéré pour la période)
Phase 2 - Calcul des Quantités à Fabriquer ou Approvisionner
Cette phase permet de calculer les quantités à approvisionner ou produire pour chaque période industrielle.
Le principe est basé tout d’abord sur le calcul de la quantité idéale par rapport à l’objectif de stock rattaché à la période en cours de calcul. Suite à ce calcul, Diapason vérifie la situation de stock en fin de période, notamment par rapport au stock de sécurité.
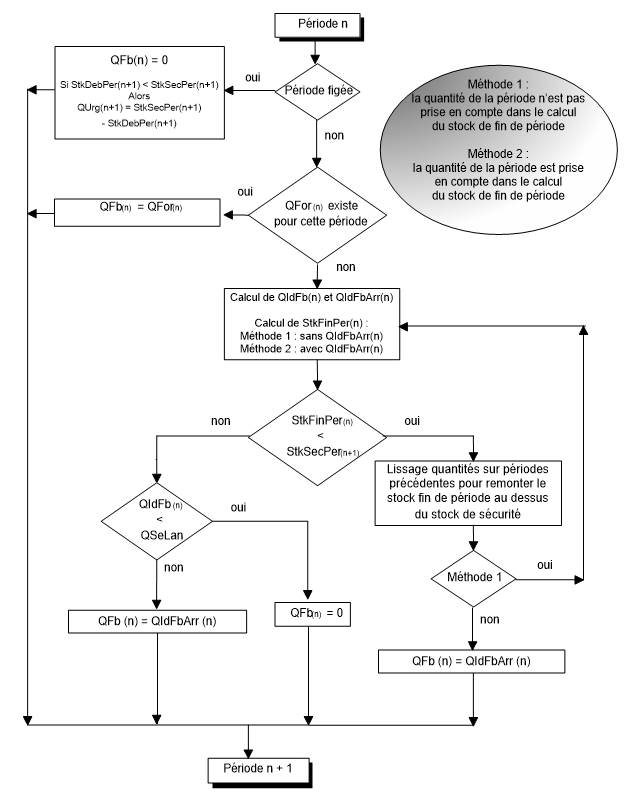
Deux méthodes de calcul su stock en fin de période sont disponibles (défini dans un paramètre interne à Diapason) :
Méthode 1 : Méthode itérative : la quantité fabriquée pour la période n'est pas prise en compte dans le calcul du stock de fin de période.
Méthode 2 : Méthode non itérative : la quantité fabriquée pour la période est prise en compte dans le calcul du stock de fin de période.
Le principe du calcul est le suivant :
Paramètres du calcul.
Les paramètres principaux du calcul décrit ci-dessus sont les suivants :
➡️ Quantité Idéale de Fabrication (QIdFb(n)) :
Son calcul fait appel à la notion de Stock Objectif (couverture à atteindre pour une date). Elle est égale à

StkObjPern : valeur du stock de la prochaine période sur laquelle a été défini l’objectif de stock.
StkDebPern : valeur du stock prévu au début de la période en cours de calcul.
QteFor (somme) : cumul des quantités forcées de la période en cours de calcul jusqu’à la prochaine période sur laquelle a été défini l’objectif de stock.
EntPrev (somme) : cumul des entrées prévues de la période en cours de calcul jusqu’à la prochaine période sur laquelle a été défini l’objectif de stock.
SorPrev (somme) : cumul des sorties prévues de la période en cours de calcul jusqu’à la prochaine période sur laquelle a été défini l’objectif de stock.
PdsFbPern : cumul des poids journaliers calendaires (calendrier PDAP) du début à la fin de la période en cours de calcul.
PdsFbPer (somme) : cumul des poids journaliers calendaires (calendrier PDAP) du début de la période en cours de calcul à la fin de la période sur laquelle a été défini l’objectif de stock ; seules les périodes non figées, à poids non nul et pour lesquelles aucune quantité forcée n’a été renseignée sont considérés.
➡️ Quantité Idéale de Fabrication Arrondie (QIdFbArr(n)) : la quantité idéale de fabrication précédemment calculée arrondie (voir règle paragraphe suivant) à partir des quantités minimum, multiple et pourcentage d’arrondi définis sur la fiche article.
➡️ Stock Fin de Période "StkFinPér(n)"
StkFinPér(n) = StkDébPér(n)+EntPrev(n)-SorPrév(n) Méthode 1
StkFinPér(n) = StkDébPér(n)+EntPrev(n)-SorPrev(n) + QFb(n) Méthode 2
avec QFb(n) : quantité totale fabriquée de la période n = (quantité idéale arrondie + quantité issue du lissage des périodes en aval) ou bien quantité forcée.
➡️ Stock Sécurité (StkSécPér(n)) : Saisi dans la fiche article ou calculé
➡️ Quantité Seuil de lancement (QSeLan) : saisi dans la fiche article ; remarque : cette quantité est distincte des quantités minimum et multiple de lancement.
➡️ Quantité Forcée (QFor(n)) : quantité saisie et forcée pour la période n (Gestion des quantités fabriquées) : cette quantité, si définie, est prise en compte à la place de la quantité idéale de fabrication.
➡️ Quantité Urgente (QUrg(n)) : lorsque dans la première période figée le stock de début de période est inférieur au stock sécurité, il faudrait fabriquer cette quantité sur les périodes figées. Cette opération ne sera pas réalisée par le calcul. Elle est seulement possible manuellement.
Règles de gestion des arrondis.
Dans le calcul du PDAP, la quantité déterminée sera arrondie selon les critères suivants.
Les constantes utilisées sont définies dans le fichier Article :
* Quantité Minimum PDAP
Quantité "économique" ou acceptable de lancement pour l'article considéré.
* Quantité Multiple PDAP
Correspond à une unité minimum de fabrication (de conditionnement, de lot, de rangement).
* Arrondi PDAP
L'arrondi trouve sa justification pour régler des questions de conditionnement et respecter les quantités économiques de lancement.
Si le résultat du PDAP détermine une quantité inférieure à la quantité minimum PDAP, cette quantité sera forcément arrondie à cette quantité minimum PDAP. Sinon elle sera arrondie à la quantité immédiatement supérieure ou inférieure (fonction du % d’arrondi) égale à un multiple du "multiple PDAP".
L'arrondi est exprimé en pourcentage des quantités à fabriquer.
Ce pourcentage appliqué au "Multiple PDAP" donne l'écart maximum entre la valeur à arrondir et le multiple inférieur le plus proche.
Exemple 1 : soit un "Multiple PDAP" égal à 5 et un arrondi à effectuer égal à 50 %, la quantité à arrondir étant égale à 6.
L'écart maximum est de 5 * 50 % = 2.5.
L'écart entre la quantité à arrondir et la valeur du multiple PDAP est égale à 1 ( 6 - 5).
Cette valeur 1 est inférieure à l'écart maximum égal à 2,5.
La quantité arrondie sera donc égale au "Multiple PDAP" directement inférieur soit 5.
Exemple 2 : soit un "Multiple PDAP" égal à 5 et un arrondi à effectuer égal à 50 %, la quantité à arrondir étant égale à 18.
18 - 15 = 3 et 3 > 2.5.
La quantité arrondie sera donc égale au "Multiple PDAP" directement supérieur soit 20.
Exemple 3 : soit un "Multiple PDAP" égal à 5 et un arrondi à effectuer égal à 50 %, la quantité à arrondir étant égale à 7,5.
7,5 - 5 = 2,5 et 2,5 = 2.5.
La quantité arrondie sera égale au "Multiple PDAP" directement supérieur soit 10.
Lissage des quantités sur les périodes précédentes.
Lorsque sur la période n, le stock en fin de période est inférieur au stock de sécurité, Diapason va chercher à remonter ce stock fin de période en reportant des quantités sur les périodes précédentes à la période en cours. La quantité à reporter (stock de sécurité – stock fin de période) est redistribuée sur toutes les périodes précédentes qui ont au moins un jour ouvré (au moins une date dans la période où le poids du calendrier est non nul) et qui n’ont pas de quantité forcée ; le principe de report est le suivant :
➡️ Phase 1 : Pour chaque période précédente possible dont la quantité à approvisionner ou fabriquer est nulle en partant de la période n - 1 et en remontant vers la première période non figée, Diapason affecte la quantité minimum PDAP (définie sur fiche article) sur chaque période.
➡️ Phase 2 : Si la quantité restant à reporter est encore non nulle, Diapason itère sur chaque période possible tant que cette quantité n’est pas nulle en reportant une quantité multiple PDAP (définie sur fiche article), en partant de la période n - 1 et en remontant vers la première période non figé.
Exemple :
Soit la situation de calcul suivante :
L’article a les caractéristiques de calcul d’arrondi suivante : Minimum = 10 (quantité minimum pour les arrondis), Multiple = 5 (quantité multiple pour les arrondis).
Sur les périodes précédentes du calcul, les quantités à fabriquer sont les suivantes :
Période(1) = 0 (période figée),
Période(2) = 15 (calculée lors de l’itération sur la période),
Période (3) = 0 (pas de jours ouvrés : poids calendrier nul sur la période),
Période (4) = 30 (quantité forcée, donc non considérée dans le calcul)
Période (5) = 0 (calculée lors de l’itération sur la période)
Période (6) = 10 (calculée lors de l’itération sur la période)
Le calcul est en cours sur la période 7 ; le stock de sécurité est de 40, le stock fin de période est de 3, la quantité idéale de fabrication arrondie sur la période est de 10 ; en méthode 2, il faut donc répartir sur les périodes amonts la quantité 27 (= 40 – 10 – 3).
La première phase permet dans notre exemple d’affecter sur la période 5 (période à quantité calculée nulle) une quantité minimum d’arrondi (10) ; la situation des périodes est la suivante :
Périodes | Per. 1 | Per. 2 | Per. 3 | Per. 4 | Per. 5 | Per. 6 | Per. 7 |
Situation initiale | 0 | 15 | 0 | 30 | 0 | 10 |
|
Ajout phase 1 | Figé |
| Poids=0 | Forcé | 10 |
|
|
La seconde phase répartit la quantité 20 (arrondi de la quantité restante 17 = 27 - 10)sur chaque période possible par quantité multiple de la manière itérative suivante :
Périodes | Per. 1 | Per. 2 | Per. 3 | Per. 4 | Per. 5 | Per. 6 | Per. 7 |
Situation initiale | 0 | 15 | 0 | 30 | 0 | 10 |
|
Ajout phase 1 | Figé |
| Poids=0 | Forcé | 10 |
|
|
Ajout phase 2 itération 1 | Figé | 5 | Poids=0 | Forcé | 5 | 5 | |
Ajout phase 2 itération 2 | Figé | Poids=0 | Forcé | 5 | |||
Total | 0 | 20 | 0 | 30 | 15 | 20 |
Trace du traitement sur cette phase de calcul des quantités.
Pour chaque période de calcul, les éléments suivants sont tracés :
-------------------- PERIODE (indice période traité)
Iterations pour la Periode : (numéro période traitée)
Date Debut de Periode : (date début période traitée)
Date Fin de Periode : (date fin période traitée)
Indice Periode Objectif : (indice période suivante sur laquelle
l’objectif de stock est défini)
Periode Figee ? : (=Yes : figée, =No : non figée)
Poids Periode P: (poids calendrier sur la période)
Poids Jours Fab. -> Obj. F: (poids calendrier de la période traitée
juqu’à la période objectif)
Poids Période considéré ? : (=Yes : le poids de la période est non
nul et il n’y a pas de qté forcée)
Stock Objectif A: (qté sur période objectif liée)
Sorties Prevues -> Objectif B: (cumul sorties jusqu’à objectif)
Entrees Prevues -> Objectif C: (cumul entrées jusqu’à objectif)
Stock Debut Periode 1: (stock début période)
Qtes forcées -> Objectif D: (cumul qtés forcées jusqu’à objectif)
Quantite Forcee Pour Periode ? : (=Yes : qté forcée définie sur période)
Valeur Quantite Forcee : (qté forcée définie sur période)
Entrees Prevues sur Periode 2: (cumul entrées sur période)
Sorties Prevues sur Periode 3: (cumul sorties sur période)
Quantite de surplus 4: (pour méthode 2, qté à fabriquer
considérée (forcée ou idéale arrondie)
pour calcul stock fin de période
Stock Fin de Periode = 1+2-3+4 : (valeur stock fin de période)
Qte Ideale Fab.=(A+B-C-D-1)*P/F : (quantité idéale (formule QIdFb(n))
Quantite report periodes amonts : (quantité reportée (voir ci-dessous)
Quantite Proposee pour Periode : (quantité considérée pour la période)
Indice Periode Suivante : (indice période suivante traitée)
Le récapitulatif du calcul est présenté sous la forme de liste suivante :
--------------------- TABLEAU des RESULTATS -----------------
Periode : 07/01/2008 Quantite : 0
Période : référence période de la classe de périodicité traitée.
Quantité : la quantité calculée du PDAP
Remarques :
Quantité report périodes amonts
Lors du calcul de la quantité à produire ou approvisionner pour une période non figée et pour laquelle aucune quantité forcée n’est renseignée, si la quantité fin de période est inférieure au stock de sécurité, DIAPASON reporte sur les périodes en amont à la période en cours de calcul la quantité nécessaire afin que la quantité en fin de période courante ne soit plus inférieure au stock de sécurité (voir principes du report dans paragraphe ci-dessus).
Le libellé « Qté report périodes amonts » correspond à la quantité totale reportée sur les périodes en amont (quantité non arrondie du calcul du report par rapport au stock de sécurité).
Phase 3 - Calcul du Taux de Couverture
Principes des calculs.
Le calcul d’un taux de couverture suit le principe suivant : DIAPASON dispose d'un stock calculé à une date (début ou fin de période) et connaît les sorties journalières pour le futur ; il calcule le nombre de jours de sorties journalières pour que le stock disponible soit entièrement consommé ; ce nombre de jours est ramené à un nombre décimal de mois qui correspond au taux de couverture.
Pour chaque période, deux taux de couverture sont calculés :
Taux de Couverture Début de Période
Taux de Couverture Fin de Période
Le taux de couverture de fin de période est calculé sans tenir compte de la quantité à fabriquer pour cette période. Cette quantité est supposée acquise au début de la période suivante. C'est donc le taux de couverture de début de la période suivante qui exprime cette couverture incluant la quantité à fabriquer.
Pour calculer un taux de couverture, le principe est le suivant : en partant de la date de départ (début ou fin de période) et le stock disponible à cette date origine, DIAPASON recherche une date de fin de couverture : il s’agit de la date à laquelle le cumul des sorties prévues depuis l’origine consomment la totalité du stock initial; le taux de couverture est alors calculé en nombre de mois entre ces deux dates.
Exemple 1 : date début : 01/12/2007 ; date fin couverture : 31/12/2007 ; poids du 01/12 au 31/12 sur les 31 jours du mois : 31 / 31 = 1. Le taux de couverture est égal à 1.
Exemple 2 : date début : 14/11/2007 ; date fin couverture : 11/01/2008 ; poids du 14/11/2007 au 30/11/2007 : (30 – 13) / 30 ; 13 étant le nombre de jours à ne pas considérer puisque la date début est le 14 du mois de novembre ; poids du 01/12/2007 au 31/12/2007 : 31 / 31 ; poids du 01/01/2008 au 11/01/2008 : 11 / 31 ; le taux de couverture est égal à 1.9215 (=(30 – 13) / 30 + 31 / 31 + 11 / 31 ).
Trace du traitement sur cette phase de calcul des taux.
Pour chaque période de calcul, les éléments suivants sont tracés :
Calcul Debut de Periode : (indice de période)
Date Depart Calcul : (date début période)
Stock Initial : (stock début période)
Date Initiale (1er mois futur) : (date pivot de calcul)
Date de Fin Calcul : (voir ci-dessous)
Taux cal./horizon Tendances (T1): (voir ci-dessous)
Taux cal. hors horizon Tend.(T2): (voir ci-dessous)
Taux Couverture (T1 + T2) : (voir ci-dessous)
Calcul Fin de Periode : (indice de période)
Date Depart Calcul : (date fin période)
Stock Initial : (stock fin période sans qté calculée)
Date Initiale (1er mois futur) : (date pivot de calcul)
Date de Fin Calcul : (voir ci-dessous)
Taux cal./horizon Tendances (T1): (voir ci-dessous)
Taux cal. hors horizon Tend.(T2): (voir ci-dessous)
Taux Couverture (T1 + T2) : (voir ci-dessous)
Le détail des traces du calcul sur le taux de couverture est le suivant :
Date de fin calcul
Par rapport à la date de départ du calcul, date à laquelle le stock initial (début ou fin de période) utilisé dans le calcul est consommé d’après le planning des sorties prévues journalières.
Taux cal./horizon Tendances (T1)
Ce taux est calculé sur l’horizon maximum du calcul des tendances, horizon sur lequel DIAPASON dispose de sorties prévisionnelles pour réaliser le calcul ci-dessus.
Taux cal. hors hor. Tend. (T2)
Ce taux est calculé si l’horizon du calcul des tendances n’est pas suffisant pour calculer le taux de couverture ; lorsque DIAPASON arrive au bout de l’horizon des sorties prévisionnelles calculées avec les tendances, le reste de quantité en stock non consommé par les sorties prévisionnelles est évaluée en mois de couverture par rapport à la tendance du premier mois de l’horizon des tendances : ce taux supplémentaire correspond à ce calcul complémentaire.
Taux Couverture (T1 + T2)
Ce taux correspond au taux de couverture effectif (somme des deux éléments précédents).
Traitement de Calcul du PDAP
Le calcul du PDAP peut être lancé de deux façons différentes :
par le traitement DIAPASON ‘PDP-CAL’ ; Il peut donc être lancé en interactif, en batch ou comme traitement paramétré. Lors du lancement de ce traitement, les critères nécessaires au traitement doivent être saisis.
Par l’utilisation de la fonction DIALOG ‘CAL-PDAP’ qui permet de faire, pour un article donné, un calcul de PDAP.
Critères pour calcul du PDAP
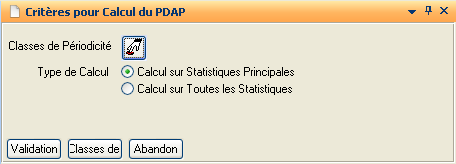
Classes de Périodicité
Bouton permettant d’accéder à une sélection multiple pour choisir les classes pour lesquelles le calcul doit être lancé.
Type de Calcul: type de calcul à lancer :
sur les statistiques principales,
sur toutes les statistiques.
Exemples de Paramétrages des informations du Calcul du PDAP
Paramétrages par classes d'articles
Nous distinguerons trois classes d'articles
➡️ Classe A : Article à forte rotation. Les quantités à fabriquer sont supérieures à la quantité économique de lancement, ce qui autorise une fréquence de lancement bimensuelle ou hebdomadaire permettant de conserver un niveau de stock réduit (un mois).
Pour cette classe A, l'objectif du PDAP est de déterminer les quantités à produire permettant :
d'obtenir un volume de stock à une date donnée (objectif de stock),
de lisser les quantités à produire pour optimiser l'outil de production.
➡️ Classe B : Article à rotation moyenne. Les quantités à lancer doivent rester égales ou supérieures à la quantité économique de lancement, ce qui conduit à des niveaux de couverture de stock plus importants (trois mois par exemple).
Il résulte que la fréquence des lancements est plus faible (tous les mois ou tous les deux mois).
Pour cette classe B, l'objectif du PDAP est de déterminer les quantités à produire permettant :
d'obtenir un volume de stock à une date donnée (objectif de stock).
de lancer des quantités économiques.
➡️ Classe C : Article à faible rotation. Les critères sont :
ne pas dépasser un niveau de stock raisonnable (maximum six mois)
ne lancer des fabrications que pour éviter la rupture.
Pour cette classe C, l'objectif du PDAP est de déterminer les quantités à produire permettant :
d'éviter les ruptures en ne tombant pas en dessous du stock de sécurité
de lancer des quantités ne conduisant pas à dépasser le stock maximum autorisé (6 mois).
Indications de paramétrages pour un article de Classe A :
a.1 -Caractéristiques
Référence Article : ClassA Moyenne d'expédition : 300 par mois
a.2 - Objectif :
L'article doit être lancé deux fois par mois
Stocks Objectifs : 2,5 fin Avril 0,8 fin Août
a.3 - Paramétrages
Périodicité : à la quinzaine (fréquence choisie d'examen et de lancement)
Stock Sécurité | 0 | ne présente pas d'utilité pour la Classe A car couvert par le stock objectif |
Seuil de Lancement | 150 | correspond à la fréquence de lancement |
Minimum PDAP | 96 | correspond à une quantité économique de lancement |
Multiple PDAP | 48 | correspond à la quantité de conditionnement |
Indications de paramétrages pour un article de Classe B :
b.1 Caractéristiques
Référence Article : ClassB Moyenne d'expédition : 28 par mois
b.2 Objectif
L'article doit être lancé tous les deux mois.
Stocks Objectifs : 2,5 fin Avril 0,8 fin Août
Le stock peut monter, au maximum, jusqu'à trois mois d'expéditions moyennes et ne pas tomber en dessous d'un mois.
b.3 Paramétrages
Périodicité mensuelle (fréquence d'examen mais non de lancement)
Stock Sécurité | 28 | correspond à un mois de sorties |
Seuil de Lancement | 56 | correspond à 2 mois d'expéditions |
Minimum PDAP | 56 | correspond à une quantité économique de lancement |
Multiple PDAP | 4 | correspond à la quantité de conditionnement |
Indications de paramétrages pour un article de Classe C :
c.1 - Caractéristiques
Référence Article : ClassC Moyenne d'expédition : 1 par mois
c.2 - Objectifs:
* la couverture de l'article ne doit jamais dépasser, par exemple, 6 mois de stock.
* le stock de l'article ne doit jamais passer, par exemple, en dessous de 2.
* Stocks Objectifs : Pas de stock objectif pour un article à si faible rotation.
c.3 - Paramétrages
Il faut paramétrer de façon à ce que la fabrication soit déclenchée dès que le stock de sécurité est atteint.
Périodicité mensuelle (fréquence d'examen mais non de lancement)
Stock Sécurité | 2 | correspond à deux mois de sorties |
Seuil de Lancement | 99999 | ce qui interdit toute fabrication tant que le stock fin de période est supérieur au stock de sécurité |
Minimum PDAP | 4 | Stock Maxi autorisé - Stock sécurité |
Multiple PDAP | 1 | correspond à la quantité de conditionnement |